No tracking number?
Definition:
Electrical discharge machining (EDM), also known as spark machining, spark eroding, burning, die sinking, wire burning or wire erosion, is a manufacturing process whereby a desired shape is obtained by using electrical discharges (sparks).
Work Principle:
Electrical discharge machining is a machining method primarily used for hard metals or those that would be very difficult to machine with traditional techniques. EDM typically works with materials that are electrically conductive, although methods for machining insulating ceramics with EDM have also been proposed. EDM can cut intricate contours or cavities in pre-hardened steel without the need for heat treatment to soften and re-harden them. This method can be used with any other metal or metal alloy such as Titanium, Hastelloy, Kovar, and Inconel.
Tool Processing:
The Processing Material is removed from the workpiece by a series of rapidly recurring current discharges between two electrodes, separated by a dielectric liquid and subject to an electric voltage. One of the electrodes is called the tool-electrode, or simply the "tool" or "electrode," while the other is called the work piece-electrode, or "workpiece." The process depends upon the tool and workpiece not making actual contact.
When the voltage between the two electrodes is increased, the intensity of the electric field in the volume between the electrodes becomes greater than the strength of the dielectric (at least in some places), which breaks down, allowing current to flow between the two electrodes. This phenomenon is the same as the breakdown of a capacitor (condenser) (see also breakdown voltage). As a result, material is removed from the electrodes. Once the current stops (or is stopped, depending on the type of generator), new liquid dielectric is usually conveyed into the inter-electrode volume, enabling the solid particles (debris) to be carried away and the insulating properties of the dielectric to be restored. Adding new liquid dielectric in the inter-electrode volume is commonly referred to as "flushing."
Types of EDM:
Sinker EDM
Wire EDM
Fast hole drilling EDM
Sinker EDM:
Sinker EDM, also called Ram or Conventional EDM, uses an electrically charged electrode to burn a specific shape into a metal component. It sinks shape from the electrode part into the oil-immersed workpiece, not cutting all the way through the piece. The electrode discharges pulsed electrical sparks that jump to the workpiece and tear out small particles. The materials most commonly used for the electrode are graphite, brass or copper tungsten. Graphite is used because of its machining capabilities and wearability, and copper for its fine finish requirements. 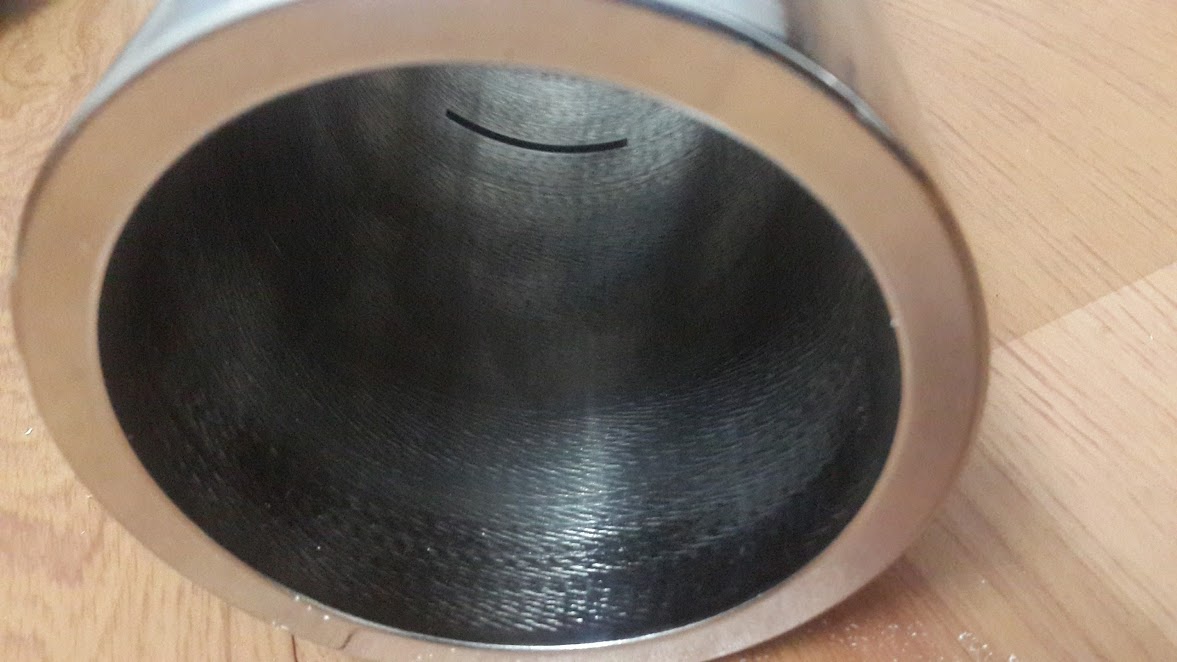
Through sinker EDM, parts can be formed out of even the most rigid materials and formed into very complex shapes. However, there are also some materials that cannot be cut with sinker EDM because they are not electrically conductive. These materials include hard and soft ferrite materials and epoxy-rich bonded magnetic materials.
Sinker EDM is used when parts need tight tolerances or when a tight corner radius is required. Sinker EDM is a versatile process, allowing for a variety of sized parts from those that can fit in the palm of a hand to parts that weigh over 1,000 pounds, and everything in between. Production dies and molds are often made through the sinker EDM process for these reasons as well.

Wire EDM:
Wire electrical discharge machining is a high-precision method for cutting nearly any electrically conductive material. A thin, electrically-charged EDM wire held between upper and lower mechanical guides forms one electrode, while the material being cut forms the second electrode. Electrical discharge between the wire and the workpiece creates sparks that rapidly cut away material. Submerging the workpiece and wire in deionized water allows cutting debris to be flushed away.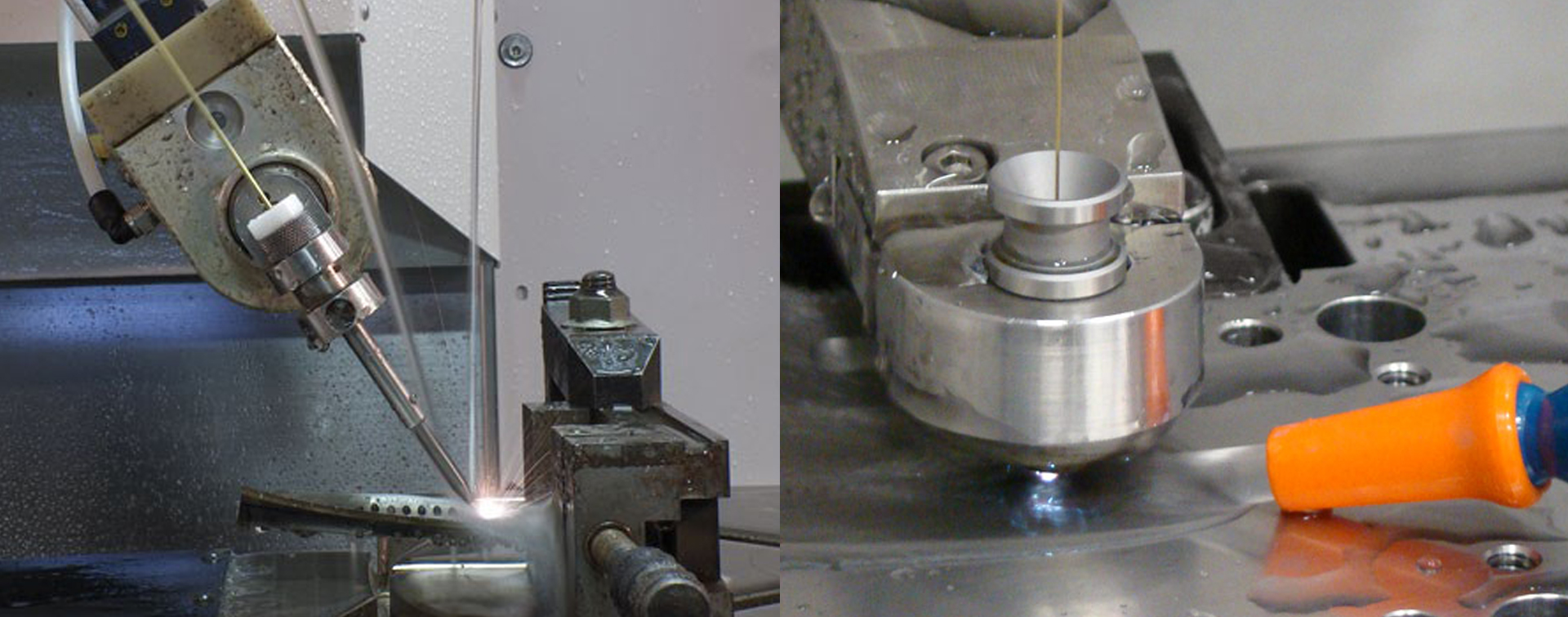
As the charged wire never makes physical contact with the workpiece in EDM machining, there are no cutting forces involved, making it possible to manufacture extremely small and delicate parts. Parts that require levels of accuracy and intricacy that traditional machining cannot achieve can easily be produced via wire EDM.

Fast Hole Drilling EDM:
Fast hole drilling EDM was designed for producing fast, accurate small and deep holes. It is conceptually akin to sinker EDM but the electrode is a rotating tube conveying a pressurized jet of dielectric fluid. It can make a hole an inch deep in about a minute and is a good way to machine holes in materials too hard for twist-drill machining. This EDM drilling type is used largely in the aerospace industry, producing cooling holes into aero blades and other components. It is also used to drill holes in industrial gas turbine blades, in molds and dies, and in bearings.

Notch specification:
Notches can be made in many different forms, shapes, and depths, both on the inside and outside. Common shapes of notches are:
Flat Shape
Spherical Bottomed Hole
U-shaped
V-shaped
Square shaped
Polygon
Spherical
Custom made
Advantages:
Tolerances of +/- 0.005 can be achieved
Material hardness does not effect the process, Tungsten Carbide, Stellite, Hastelloy, Nitralloy, Waspaloy, Nimonic, Inconel all can be successfully machined by EDM
Cutting complex shapes and thin-walled configurations without distortion
EDM is a no-contact and no-force process, making it well-suited for delicate or fragile parts that cannot take the stress of traditional machining
The EDM process leaves no burrs
Very fine holes can be attained.
Pipe or container internal contours and internal corners down to R .001".
Disadvantages:
Only able to machine conductive materials.
More expensive process than conventional milling or turning.
Reproducing sharp corners on the workpiece is difficult due to electrode wear.
The slow rate of material removal.
NdeTech was established in 2012 as NDT based company. Our portfolio spans across industrial services and manufacturing sectors. NdeTech was established as an NDT& NDE Reference Standards and flawed weld specimens manufacturing company, and NDT Training Certification, Recruitment Consultant for Inspection Industries provider to cater to the requirements of various industries in India as well as abroad..
2024 NDETECH All Right Reserved.
 063790 00893
063790 00893 support@ndetech.org.in
support@ndetech.org.in